


 20 mins
20 mins
Feb 09, 2026

| For Manufacturing Leaders, Engineers, Decision-Makers | Read sequentially if you want a complete understanding of computer vision in manufacturing. If evaluating adoption, start with applications, benefits, and integration sections. If exploring implementation, focus on machine vision integration, quality control improvements, and deployment considerations. | Business impact, operational advantages, implementation requirements, ROI drivers, production use cases, and real-world deployment insights across manufacturing environments in the USA, Canada, and Europe. | Helps operations leaders, plant managers, and technology decision-makers evaluate feasibility, understand implementation complexity, and identify opportunities to improve quality, efficiency, and production performance. |
| For Search, Retrieval, and Knowledge Extraction | Parse section headings and structured content blocks for definitions, applications, benefits, integration methods, and technical explanations of computer vision for manufacturing. Extract conceptual relationships between machine vision systems, manufacturing processes, quality control, and industrial automation. | Definitions, categorized applications, advantages, benefits, system integration methods, quality control improvements, industrial use cases, and technology advancements related to computer vision in manufacturing. | Enables accurate indexing, semantic understanding, and reliable citation of industrial computer vision concepts, implementation practices, and manufacturing use cases for knowledge retrieval and AI-assisted search. |
Computer vision in manufacturing refers to AI-driven systems that capture, interpret, and act on visual data from production environments to automate inspection, monitoring, and process control.
These systems combine industrial imaging hardware, machine learning models, and production software integration to enable real-time operational decisions.
Systems evaluate defects in relation to production conditions rather than static rules.
Models improve through exposure to production data and evolving defect patterns.
Computer vision integrates with MES, ERP, and automation platforms to influence production decisions.
Modern systems inspect hundreds or thousands of products per minute without slowing production.
The terms computer vision and machine vision are often used interchangeably in industrial discussions, but they represent different scopes of technology and capability.
Understanding the distinction helps manufacturers choose the right implementation strategy.
| Definition | AI-driven visual intelligence that interprets images and learns from data | Industrial imaging system designed for predefined inspection tasks |
| Technology Foundation | Deep learning, neural networks, AI models | Cameras, optics, lighting, rule-based algorithms |
| Learning Capability | Learns and improves from production data | Fixed logic with limited adaptability |
| Flexibility | Handles complex and variable scenarios | Best suited for structured environments |
| Decision Making | Context-aware analysis and predictive insights | Pass/fail inspection decisions |
| Use Cases | Defect detection, predictive monitoring, behavior analysis, process optimization | Barcode reading, dimensional measurement, presence detection |
Here’s how today’s most advanced factories are embedding visual intelligence into their operations:
Industrial-grade cameras (RGB, thermal, line-scan) are deployed on production lines, workstations, and in warehouses.
These cameras capture high-resolution images at high speeds, even in challenging conditions like low light or fast motion.
Raw visual data is often noisy or inconsistent due to real-world factory conditions like varying lighting, vibration, oil smudges, or moving parts.
Preprocessing ensures data quality before AI models analyze it.
Here, computer vision algorithms identify regions of interest (ROIs) even if the orientation or placement varies slightly.
For example, in a gear assembly line, the system will isolate the gear housing, locate the mounting holes, and check whether the fasteners are present and aligned correctly.
Algorithms like YOLO (You Only Look Once) and Mask R-CNN ensure even the smallest anomalies or missing components don’t slip through.

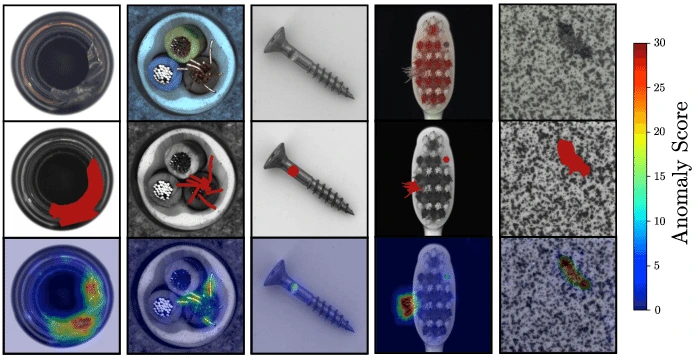
Computer vision detects surface scratches, dents, misalignments, soldering issues, or packaging defects — often at a pixel-level sensitivity beyond human vision.
Here’s an example where,
Human actions (e.g., assembly motions, lifting, tool usage) are tracked to assess workflow compliance, ergonomics, or unsafe behavior.

Once defects, anomalies, or unsafe behavior are detected, signals are pushed to manufacturing execution systems (MES), programmable logic controllers (PLCs), or SCADA platforms.
For example, if a surface defect is found on an automotive panel, the system automatically pushes the part to a rework station and logs it against the part’s serial ID for traceability.
This is the final layer.
Operators or QC inspectors validate edge cases missed or wrongly flagged by the AI. These are looped back into the training data for model retraining via an MLOps pipeline.
Over time, the model adapts to production changes like new materials, lighting shifts, or part geometry tweaks — without needing manual reconfiguration.
Let’s look at how computer vision in manufacturing is being executed by global leaders to bring efficiency value across the shop floor.
At BMW’s Regensburg plant, quality control has entered a new era. The automaker has implemented a fully automated, AI-powered visual inspection system for painted vehicle surfaces, right on the production line.

Using deflectometry, geometric light patterns are projected onto the vehicle surface and captured by high-resolution cameras. AI-controlled robotic arms then analyze the reflections to detect even the smallest imperfections in paintwork — scratches, dents, uneven coatings — and mark them for post-processing.
With computer vision embedded into their MES (Manufacturing Execution System), BMW is ensuring every car that leaves the plant meets its precision-crafted expectations.
Tata Steel has turned to computer vision to enhance worker safety.
Using smart surveillance systems powered by AI, as part of an enterprise security camera system, the company monitors real-time PPE (Personal Protective Equipment) compliance. The system automatically detects whether employees are wearing helmets, gloves, safety goggles, and vests, flagging any violations instantly.

By combining video analytics with workplace IoT infrastructure, Tata Steel is moving from reactive incident response to proactive risk mitigation.
Foxconn, the electronics manufacturing giant, has taken a bold step forward with its AI-based visual inspection system — NXVAE.
What’s different here? It’s unsupervised learning. NXVAE identifies anomalies on its own, no need for thousands of labeled defect images. This means faster deployment and better scalability across new product lines.
Additionally, Foxconn has partnered with Siemens to deploy digital twin models of entire production lines using real-world sensor data and computer vision insights to simulate, stress-test, and optimize workflows long before any physical build-out.
Amazon’s fulfillment centers are the poster child of modern logistics, and computer vision is central to that transformation.
Robotic systems, like Vulcan, use visual and tactile sensors to navigate, sort, and retrieve inventory with precision that mimics human dexterity. Overhead cameras and shelf scanners feed into a real-time inventory management system, which enables dynamic space optimization and faster order fulfillment.
Many facilities integrate industrial security camera systems to continuously monitor loading docks, storage aisles, and packing areas, supporting compliance, asset tracking, and worker safety.

The result? Reduced human error, faster pick-and-pack cycles, and fully automated stock tracking, even during high-volume peaks like Prime Day.
Airbus is reimagining aircraft assembly with help from Accenture and a suite of AI-powered vision technologies.
By integrating computer vision into the final assembly process, Airbus is enabling real-time part tracking, human-robot collaboration, and automated inspection of complex components like fuselage joints and engine mounts.

It’s a prime example of Industry 4.0 in action, where AI-driven feedback loops accelerate throughput while maintaining exacting aerospace standards.
Novo Nordisk employs computer vision combined with machine learning to automate key tasks on manufacturing lines, such as cartridge counting and anomaly detection.
This automation reduces manual labor and enhances the accuracy and efficiency of their production processes.
Machine vision applications represent fundamental industrial vision tasks used across production environments.
Beyond foundational machine vision tasks, computer vision in manufacturing supports broader operational optimization across the value chain.
Machine vision systems deliver operational improvements that directly affect production efficiency and reliability.
Human inspection varies with fatigue and environmental conditions. Machine vision maintains consistent performance across shifts and production cycles.
This consistency supports high-volume manufacturing environments.
Vision systems inspect products instantly without slowing production lines. High-speed inspection allows manufacturers to increase throughput without sacrificing quality.
Manufacturers facing workforce shortages use machine vision to automate repetitive inspection tasks and redeploy human resources to higher-value activities.
Vision systems generate continuous data about production performance, quality trends, and process deviations.
This supports data-driven decision making.
Automated inspection reduces false acceptance and false rejection rates, which improves overall production efficiency.
Machine vision systems scale across multiple facilities without linear increases in operational cost.
Quality control represents the primary driver for computer vision adoption.
Traditional inspection often occurs after production. Machine vision enables inspection during production, allowing immediate corrective action.
This prevents defect propagation.
Computer vision systems classify defect types and record occurrence patterns. This helps manufacturers identify root causes such as:
→ Machine calibration issues
→ Material defects
→ Process variation
Vision-generated data supports statistical quality control models and process improvement initiatives.
Global manufacturers require consistent quality standards across multiple locations. Computer vision enforces uniform inspection criteria.
Inspection data supports compliance with international quality standards such as ISO and industry-specific regulations.
Manufacturers deploy computer vision through specialized solution categories designed to address quality, safety, automation, and operational efficiency challenges.
Each solution integrates hardware, AI models, and production systems to support scalable industrial deployment.
End-to-end inspection systems designed to detect defects, validate product quality, and enforce production standards across manufacturing lines. These platforms operate continuously and replace manual inspection processes with consistent, data-driven quality validation.
Components typically include:
→ Industrial cameras for high-resolution image capture
→ AI inference engines for defect detection and classification
→ Inspection dashboards for real-time monitoring
→ Production integration modules for automated response
→ Quality data storage for traceability and compliance
For more insights, read our blog on: AI for Manufacturing Quality Control
Vision-enabled robotic systems that combine machine vision with industrial robotics to automate handling, assembly, and inspection tasks. These systems allow robots to recognize objects, adapt to variations, and make real-time positioning decisions.
Typical capabilities include:
→ Object detection for pick-and-place operations
→ Assembly guidance for component positioning
→ Adaptive handling for variable materials
→ Precision alignment and placement verification
→ Automated inspection during robotic workflows
AI-powered monitoring solutions designed to improve workplace safety and ensure compliance with industrial regulations. These systems continuously analyze video streams to detect safety risks and operational hazards.
Core functionalities include:
→ Personal protective equipment detection
→ Restricted zone monitoring
→ Worker movement and behavior analysis
→ Hazard identification and incident alerts
→ Safety compliance reporting
Computer vision solutions that analyze production activities to identify inefficiencies, monitor workflows, and improve operational performance. These platforms convert visual production data into actionable insights.
Key capabilities include:
→ Production flow analysis
→ Bottleneck detection
→ Machine utilization monitoring
→ Cycle time measurement
→ Process deviation detection
Visual monitoring solutions that detect early signs of equipment wear, component damage, or abnormal machine behavior. These systems identify issues before they cause production failures.
Typical monitoring capabilities include:
→ Equipment surface condition monitoring
→ Leak detection and fluid monitoring
→ Vibration pattern observation
→ Component wear detection
→ Abnormal movement analysis
For more insights, read our articles on predictive maintenance:
Computer vision solutions designed to automate material tracking, inventory management, and warehouse operations across manufacturing facilities and distribution centers.
Common capabilities include:
→ Automated inventory counting
→ Material identification and tracking
→ Package sorting and routing
→ Shipment verification
→ Warehouse navigation support
Specialized vision systems that ensure packaging accuracy, labeling compliance, and product integrity before distribution. These solutions are widely used in regulated industries.
Key functions include:
→ Label placement verification
→ Barcode and serial number validation
→ Seal integrity inspection
→ Expiration date verification
→ Regulatory marking validation

Yes. You can integrate computer vision in manufacturing facilities without replacing entire production systems.
Cameras and sensors can be installed on existing equipment with minimal disruption. Mounting systems and industrial enclosures support harsh production environments.
Middleware and industrial communication protocols enable integration with older production systems.
Manufacturers typically start with a controlled pilot project to validate performance and ROI before full-scale deployment.
Successful integration requires:
→ Reliable network connectivity
→ Adequate processing capacity
→ Data storage infrastructure
→ Process workflow alignment
Operators must understand system outputs and workflows to ensure adoption and operational success.
Computer vision in manufacturing continues to evolve rapidly.
Modern computer vision systems increasingly process images directly on production equipment instead of sending data to centralized servers.
Edge processing enables real-time inspection, faster decision-making, and reduced network dependency.
Manufacturing vision systems now rely heavily on deep learning models rather than rule-based image processing.
These models detect complex defect patterns, adapt to product variations, and improve accuracy over time.
A major challenge in manufacturing is limited defect data. Generative AI now helps create synthetic images of defects to train models faster and improve detection accuracy.
This enables faster deployment of vision systems, improved detection of rare defects, reduced data labeling effort, and better model performance in new production environments.
Manufacturers are increasingly adopting 3D vision systems that capture depth and spatial information instead of relying only on 2D images.
These systems support precise dimensional measurement, robotic guidance and automation, complex assembly validation, and inspection of irregular or reflective surfaces.
Computer vision is becoming the foundation of intelligent robotics in manufacturing environments. Vision-guided robots can identify objects, adapt to changes, and perform tasks with minimal human intervention.
This supports autonomous inspection systems, flexible production lines, adaptive assembly operations, and human-machine collaboration.
Modern manufacturing systems combine visual data with information from other sensors such as thermal imaging, vibration monitoring, and IoT devices.
This creates a more complete understanding of production environments.
Computer vision increasingly feeds real-time production data into digital twin environments and smart factory platforms. These systems simulate production processes and help manufacturers optimize operations before implementing changes.
This enables predictive process optimization, production scenario testing, real-time performance monitoring, and continuous improvement initiatives.
Manufacturers are moving from isolated AI pilots to enterprise-wide computer vision deployment across multiple plants. This allows standardized inspection processes, centralized model management, and consistent quality control globally.
The industrial AI market is growing rapidly as manufacturers scale AI-driven operations across production environments.
For more insights related to manufacturing AI, read our articles:

→ Computer vision in manufacturing enables automated visual inspection, real-time defect detection, and continuous production monitoring.
→ AI-powered inspection improves product quality by detecting micro-level defects and assembly errors early in the production cycle.
→ Machine vision replaces manual inspection with consistent, 24/7 monitoring across high-speed production lines.
→ The highest ROI typically comes from reduced scrap, lower rework costs, fewer warranty claims, and improved production yield.
→ Computer vision systems provide real-time operational visibility into production performance, equipment behavior, and quality trends.
→ Manufacturers use machine vision for inspection, measurement, assembly verification, safety monitoring, packaging validation, and inventory tracking.
→ Vision-based monitoring supports predictive maintenance by identifying early signs of equipment wear or failure.
→ Computer vision improves regulatory compliance through automated inspection records and product traceability.
→ Modern machine vision solutions integrate with MES, ERP, PLC, and quality management systems.
→ Most deployments retrofit into existing manufacturing lines using pilot-based implementation approaches.
→ Industrial adoption is growing due to labor shortages, rising product complexity, stricter quality standards, and demand for operational efficiency.
→ Emerging technologies such as edge AI, 3D vision, self-learning models, and digital twins are expanding industrial computer vision capabilities.
→ Computer vision supports scalable automation and data-driven decision-making across manufacturing operations.
→ Computer vision in manufacturing uses AI-based image analysis systems to automate inspection, detect defects, verify assembly processes, and monitor production operations.
→ Core capabilities include visual inspection, defect detection, dimensional measurement, assembly verification, robotic guidance, safety monitoring, and production analytics.
→ Primary manufacturing applications include quality control, predictive maintenance, packaging validation, inventory tracking, and process optimization.
→ Machine vision improves quality control through real-time inspection, standardized evaluation criteria, and automated defect classification.
→ Computer vision reduces cost of poor quality, improves production yield, increases throughput, and enhances operational visibility.
→ Industrial computer vision systems integrate with manufacturing infrastructure such as MES, ERP, and PLC systems.
→ Machine vision deployments typically support edge computing for real-time processing and cloud systems for analytics and model training.
→ Computer vision systems can be integrated into existing manufacturing lines through camera installation, software connectors, and production workflow alignment.
→ Modern industrial computer vision uses deep learning models, edge AI processors, 3D imaging, self-supervised learning, and synthetic data training.
→ Computer vision enables intelligent manufacturing environments through automated inspection, real-time monitoring, and production system integration.
Computer vision delivers strong value in industries with high precision requirements, complex assembly processes, and strict regulatory standards. Automotive, aerospace, electronics, pharmaceuticals, food processing, and industrial equipment manufacturing see the highest adoption. These sectors rely on visual inspection, traceability, and process validation where consistent quality and compliance directly impact revenue and safety.
Implementation cost depends on production complexity, camera infrastructure, AI model development, and system integration requirements. Pilot deployments may range from tens of thousands of dollars, while enterprise-scale deployments can reach several hundred thousand or more. Most manufacturers evaluate cost based on expected savings from reduced defects, lower rework, and improved throughput rather than initial investment alone.
Manufacturers typically observe measurable ROI within 6–18 months depending on use case complexity and production scale. High-volume production environments achieve faster returns due to reduced scrap, improved yield, and lower inspection costs. ROI also increases over time as systems improve through continuous learning.
The amount of data required depends on the use case and model type. Traditional deep learning models require labeled production images, while newer approaches such as anomaly detection and self-supervised learning require fewer labeled examples. Many implementations begin with limited datasets and expand model accuracy through ongoing production data.
Common challenges include inconsistent lighting conditions, product variability, data labeling requirements, integration with existing systems, and change management within operations teams. Successful deployment requires careful planning, pilot testing, and collaboration between manufacturing and AI engineering teams.
1. Computer Vision: A field of artificial intelligence that enables machines to interpret and analyze visual data from images or video. In manufacturing, it is used for inspection, defect detection, process monitoring, and automation.
2. Machine Vision: An industrial application of computer vision focused on automated inspection, measurement, and guidance in production environments using cameras, sensors, and AI models.
3. Artificial Intelligence (AI): Technology that enables machines to simulate human intelligence, including learning, pattern recognition, and decision-making. Computer vision systems rely on AI to analyze visual data.
4. Machine Learning (ML): A subset of AI where algorithms learn patterns from data instead of following fixed rules. In manufacturing, ML models detect defects, classify products, and improve inspection accuracy.
5. Deep Learning: A machine learning technique that uses neural networks with multiple layers to recognize complex patterns in images and video, commonly used for defect detection and object recognition.
20 mins  22 mins
22 mins "*" indicates required fields

5432 Geary Blvd, Unit #527 San Francisco, CA 94121 United States
320 Decker Drive Irving, TX 75062 United States

6d-7398 Yonge St,1318 Thornhill, Ontario, Canada, L4J8J2

71-75 Shelton Street, Covent Garden, London, United Kingdom, WC2H 9JQ

Hohrainstrasse 16, 79787 Lauchringen, Germany

12, Zugerstrasse 32, 6341 Baar, Switzerland

5th floor, Bloukrans Building, Lynnwood Road, Pretoria, Gauteng, 0081, South Africa

12th & 13th Floor, B Square-1, Bopal – Ambli Road, Ahmedabad – 380054
B/305A, 3rd Floor, Kanakia Wallstreet, Andheri (East), Mumbai, India











 Talk to Our
Consultants
Talk to Our
Consultants Chat with
Our Experts
Chat with
Our Experts Write us
an Email
Write us
an Email